
Clymer Manufacturing
 The official .358-378RG reamer now exists, as just received in from Clymer Manufacturing. I selected Clymer for a lot of reasons, all holding true through the reamer production part of the project.
The official .358-378RG reamer now exists, as just received in from Clymer Manufacturing. I selected Clymer for a lot of reasons, all holding true through the reamer production part of the project.
The company was exceptionally helpful. Regarding reamer design; I knew generally what I wanted the finished cartridge dimensions to be, but there were many more issues related to having this type of tooling produced, and Clymer took the time to walk me through all of it.
Reamers are typically made in one of two dimensional types; a “rougher” which is approximately .010″ undersize finished dimensions, and a “finisher” which is final chamber dimensions. Rougher and finisher sets are typically ordered where more than a small number of chambers are to be cut. The rougher will do the bulk of the metal removal, thereby saving the wear and tear on the finisher, to insure a quality chamber wall finish. The rougher may also be used to fabricate reloading does for a custom cartridge. I went with a finisher only. I was having a limited number of chambers cut, andCH4D was making the reloading die set from Clymer drawings, so the rougher was unnecessary.
Clymer makes reamers with M7 High Speed Steel. Pacific Precision, another reamer manufacturer offers reamers carbide, as well as M7. Carbide is typically applied where high volume production work is intended, perhaps 100 or more chambers, and they also have the draw backs of a rougher finish than M7, as well as a being brittle and fracturing is use and handling. Carbide tools also cost about 3 times as much as M7. There is a choice of fixed or live pilots to locate the bore end of the reamer. Some people like to change pilot bearings for a best fit, but live pilots also introduce clearance between the roller bearing and the pilot. Checking with several sources of this type of tooling, none were able to offer a specific reason for using a live pilot, other than more theoretical considerations. In much the same vein, there are reamers with spiral flutes, versus straight cut or horizontal flutes.
Clymer, in the form of Kevin Houlihan, provided a lot of information and was easy to work with in tailoring specs to the project. As an example, going from a .378″ to a .358″ case bore would lengthen the case and make the walls slightly thicker. We took this into consideration when establishing neck clearance so I wouldn’t have to turn case necks or worry about binding on loaded cartridges. We also kept a short freebore, very tight to bullet diameter, with a gradual throat lead into the rifling. Everything was drawn out and approved before tooling was fabricated and every question was logically answered. A lot of service and support for a $160 retail customer. They knocked the job out in a couple of weeks and shipped right to schedule. For more on this topic, you may want to check the Real Guns archives.
Lilja Barrels and related tasks
I had a difficult time locating a quality barrel for the .358 bore. Either the manufacturer didn’t offer a .358″ product, or they had the product in too slow of a twist. Lilja, a barrel shop with a reputation for very high quality, had the bore and correct twist rate, and they could match the contour of the RugerNo.1 Tropical. With this approach I could use the factory quarter rib for my scope base, and plop it all into the standard wood while I am wringing out the rifle/cartridge combination.
Lilja does not do chambering, barrel fitting or finishing, so this work and mounting the quarter rib and trimming and crowning the barrel at 26″ is being done by another shop. This appears to be a very good service, but I’ll hold off comment until the work is done or at least well underway. This step proved to be one of the most difficult to nail down. One shop told me the Ruger No.1 could not be chambered for a .378 based cartridge. One shop could install the barrel, but couldn’t figure out how to mount a quarter rib or scope base if the barrel were not factory contour. Two shops didn’t respond to a request for quote. One shop didn’t even respond to a simple e-mail regarding services they advertise. Two shops decided they didn’t have the time after committing to the job.
I finally was referred to a gunsmith by a service I hold in high regard. This guy knew the action and rifle inside and out, he felt fitting the barrel was very straight forward, he didn’t understand why refitting a rib to another contour was a problem – it only required the quarter rib be cut to the new barrel contour, and I had some options for fancy work if so desired. The cost for chambering, fitting the barrel, mounting the rib and trimming and crowing the muzzle was $180. While I’m waiting for the barrel, I can spend some time with the Ruger as a .375 H&H, which is a very enjoyable prospect.
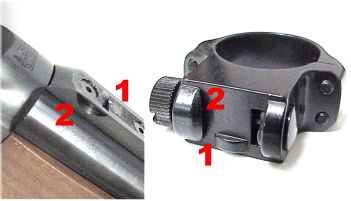 If you’re not familiar with the Ruger ring system, I’d describe it as an interesting design. Not a dovetail or a Weaver type, Ruger provides three points of interlock. Tab and recess #1 restrict forward and aft movement and #2 provides base clamps on either side to control side to side movement.
If you’re not familiar with the Ruger ring system, I’d describe it as an interesting design. Not a dovetail or a Weaver type, Ruger provides three points of interlock. Tab and recess #1 restrict forward and aft movement and #2 provides base clamps on either side to control side to side movement.
The setup is very tidy and combines with the quarter rib open sights to provide both systems on one compact package.
 The Ruger rings are relatively beefy in construction, which inherently is not a good or bad thing. Beefy rings are sturdy, however, that additional mass in motion under recoil. If you are not a big investment casting fan, you can also buy machined Ruger style rings, complete with Torx fasteners from Leupold. As a side note, I don’t get my Ruger mounts from Ruger or local shops, I pick them up atBrownells. Brownells, in addition to gunsmithing material, stock a huge inventory of factory parts from almost all major manufacturers. The prices is typically better than elsewhere and they ship same or next day from stock.
The Ruger rings are relatively beefy in construction, which inherently is not a good or bad thing. Beefy rings are sturdy, however, that additional mass in motion under recoil. If you are not a big investment casting fan, you can also buy machined Ruger style rings, complete with Torx fasteners from Leupold. As a side note, I don’t get my Ruger mounts from Ruger or local shops, I pick them up atBrownells. Brownells, in addition to gunsmithing material, stock a huge inventory of factory parts from almost all major manufacturers. The prices is typically better than elsewhere and they ship same or next day from stock.
Since I am using the factory quarter rib, which contains a folding metallic sight, I’m thinking I may want to remount the front express ramp sight on the new barrel. Why not? If I follow through on the Express rifle theme, this may be a good approach. If I go with the long range medium bore theme, I may just omit the front sight, put a dovetail block in place of the rear sight, and use the quarter rib as a scope mount only. I’ll think about it some more while I’m waiting for the barrel from Lilja. Of course there is always fluting or….
The stock work and what remains
While I am in the hurry up and wait mode, I’ll look around for a shop to do the stock work. This should prove to be yet another interesting facet to this project. All I know is exhibition grade wood runs between $200 and $20,000 depending on who I’m speaking with, and AAA fancy has either lots of, or relatively no grain. Then there is shop lead time which appears to run from “At least two or three days” to “I believe I have an opening in June of 2003”. The other stock related issue I seem to get into a conflict over is drop at the heel, pull length and comb height, for several reasons: A) I’m not really sure what all the terms are and I sometimes use them interchangeably, B) Stock makers think stocks should kick straight back, but I’d rather they muzzle climb and move away from my face, C) I keep asking for more drop without raising the comb, but still having perfect support for scope use.
I need to do something with finish and appearance so the Ruger doesn’t end up looking like a clunker, I need to come up with some interesting optics and I need something special in the way of triggers. I’ve already spent a good deal of time calculating potential loads, locating unique bullets, and worked through the objective for this rifles level of accuracy. On this note, I’ll take a break and be back as soon as something interesting happens. So far, the project is still fun.
Thanks
Joe
Email Notification