

This may be the first time that I was off of a project for so long that I had to read my own “Part 1” to figure out where I left off. The project is a Remington Model 700 build in .338 Remington Ultra Mag. There was not an initial determination as to how it would be stocked, so I thought we would change up a little and build a more modular rifle.
Begin at the beginning…
The action is mass produced and needs some clean up, the barrel sort of fits, the chamber needs to be cut and the modular stock and standard “compatible” magazine go together like PETA and bacon gravy. So rather than go off in six directions I take the King’s advice to the White Rabbit, “Begin at the beginning and go on till you come to the end: then stop”. In this case, the beginning is refining bolt lug and receiver lug seat contact.
The T-Handle tool pictured below, assembled in place in the Remington action and disassembled below Brownells# 080-097-701WB One Gun Bolt Lapping Set – Remington 700 $52.99. Other threaded sleeves are available separately, $25.99, to adapt the tool to many other bolt action and semiauto firearms. The sleeve threads into the action at the front. The spring loaded piston in the center presses up against the bolt face to the bolt lugs under pressure and in contact with the actions lug seats.

Above #600 and #800 non-embedding Garnet lapping compound; Brownells 083-047-005WB GK-5 Lapping Compound $14.99 and 083-047-007WB GK-7 Lapping Compound $14.99 respectively. The #600 is actually put to use, the #800 is to suggest I am capable of a better quality of work than they historically have seen. Stopping at #600 grit assure an absence of highly reflective surfaces that might frightened game animals during a stalk… or temporarily blind a hunting buddy during a brown bear charge. It’s a developing theory, but I think my reasons are clear… 400 less lapping strokes.
I don’t want to live in a world without Dykem and duct tape…
With the action and bolt stripped of all other parts; trigger, firing pin, ejector, etc. a very thin coating of Dykem blue layout fluid is brushed on the action’s bolt lug seats and the back side of the bolt lugs. The lapping tool is screwed into the receiver and the bolt is reinstalled, closed and locked, then moved, in place, up and down 45º. The contact should rub through the Dykem at point of contact and show a contact pattern. Good contact is 95%. Less, which has always been the case for firearms I’ve checked, needs to be addressed.
With the lapping tool again removed and the bolt pulled the presence of high and low spots on the surfaces and an outbreak of small red arrows are obvious. So the lapping tool was reinstalled, #600 grit lapping compound was brushed onto the back of the bolt lugs and the bolt was reinstalled. When the bolt is initially installed, it needs to be pushed all the way forward against the lapping tool before closing so that the lapping compound isn’t wiped off by the edge of the action’s lug seat. The bolt is  allowed return under spring pressure so that the bolt lugs are in contact with the receiver’s lug seats. The bolt handle is raised and lowered, about 45º of travel at least 50 times.
allowed return under spring pressure so that the bolt lugs are in contact with the receiver’s lug seats. The bolt handle is raised and lowered, about 45º of travel at least 50 times.
At the end of 50 cycles, the lapping tool is pulled, the receiver lug seats and bolt lugs are cleaned with solvent, they are both again thinly coated with Dykem and progress is checked. The least number of stroked required that I’ve seen is 200, the most… approximately 500. So it is good to check about every 50 to avoid inadvertently wearing the lugs off the bolt. Yes, that was a feeble attempt at humor. Thank you for noticing.
It is pretty easy to feel the grit working between the surfaces when rotating the bolt handle. When that grittiness turns smooth, it is usually time to pull the bolt and brush some more lapping compound onto the back surface of the bolt lugs before resuming.
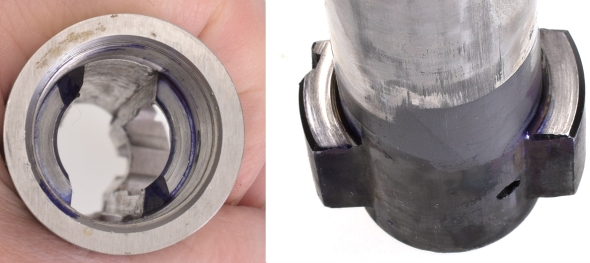
When the patterns look as they do in the picture above, generally, it is time to stop. Both bolt and receiver are thoroughly scrubbed inside and out, but left disassembled for the next step, squaring the face of the receiver. Which brings up a point… lapping lug contact surfaces is not squaring, it is surface matching. If the receiver lug seats are not square to the bore centerline, lapping will not correct that condition. Facing the receiver will be covered in Part 3.
Either a 338 Ultra Mag… or a Nifty Paperweight Part 1
Either a 338 Ultra Mag… or a Nifty Paperweight Part 2
Either a 338 Ultra Mag… or a Nifty Paperweight Part 3
Either a 338 Ultra Mag… or a Nifty Paperweight Part 4
Email Notification