
One of the easiest ways to advance handload accuracy it to assure dimensional and weight uniformity within a pool of components. The hypothesis is that fired from the same rifle, by the same shooter, control of the properties of cartridges can control and minimize the range of many variables; pressure, friction, temperature, barrel vibration, and velocity that combine to influence a bullet’s point of impact. If all else remains the same, the more narrow the velocity spread, the tighter the resulting groups down range. The cause and effect, as well as degree of success, is easy enough to verify with a relatively inexpensive chronograph and a target placed accurately at a known distance. The plan here is to first focus on components, then progress to assembly processes, then pull it all together at the end to see if all of this holds up. Maybe we’ll all be surprised.

The cartridge case is the center of a handloader’s universe. It holds ignition, propellant and projectile components together in abeyance of a trigger pull. Under pressure, it functions as a gasket more than a pressure vessel, sealing a firearm’s chamber and, hopefully, offering a bullet no recourse other than to exit a barrel at the muzzle end. C26000 cartridge brass has excellent cold working properties, good hot working properties and it offers good resistance to corrosion. Subsequently, it lends itself to being hammered and drawn into shape in manufacture and it lends itself to a long life of being reformed by chamber pressure and forming dies.
Cartridge brass is comprised min-max of 68.5% – 71.5% Copper , 28.5% – 31.5% Zinc, <=0.05 % Iron, <=0.07 % Lead and <=0.15 % Other (Sulfur, Aluminum and Silicon). The points along the min-max scale, and the specifics of the production process applies, combine to give brass casings made by a different manufacturers personalities of their own. Generally… always a dangerous word, Cartridge brass melts at 1680 °F and liquefies at 1750 °F. Annealing temperatures range between 797 °F – 1380 °F for folks who like to burn their fingers and prolong case life. Cartridge brass does not pull apart below 94300 psi, but it has a relatively low 47900 psi shear strength, which is why it relies on the steel of a firearm surrounding it for support under pressure.
Lots to think about, lots to consider… In no particular order
Any person found with a mixed pile of brass with differing manufacturers, vintage and use in their possession runs the risk of being sent directly to handloader’s jail for failing to follow the first… OK, make that the third rule of handloading; never mix brass and or lose track of usage. Cycles of use and reloading work hardens brass, which causes a loss of malleability which makes cases more failure prone. No, a little duct tape will not “make her good as new”.

Introducing brass of a common source into use, and keeping the material together throughout subsequent reloading cycles, makes it possible to predict when it is time to anneal to avoid neck splits, or anticipate body splits and/or case head separations. With enough logging and copious note taking, it is possible to forecast when to retire brass. Visual inspections are ongoing and process step appropriate. It is easier to spot pressure leaks before the soot is cleaned away.
Cases are decapped with a universal decapping die before cleaning to allow a vibratory cleaner or ultrasonic cleaner to get into and clean the primer pocket. I stopped using chemical cleaners as they tend to strip the zinc out of the alloy and weaken the case.
One more step in the march to uniformity…
I used to ignore primer pockets, other than the quick twist or two of the old Crocogator to clean them out, but I started using a good deal of Norma brass with drilled flash holes and I thought, “Wouldn’t it be a terrific world if all brass was created equal?” Actually, that never happened, but it is possible to inspect and clean up primer pockets and flash holes as a further contribution to consistency of ammunition. An example of a large rifle primer case…

Large rifle primers are 0.21050″ – 0.2130″ in diameter. A spec primer pocket is 0.20850″ – 0.2100″ in diameter. Pocket depth is 0.125″ – 0.132″. I use a 0.2090″ and 0.210″ pin gauge as Go / No Go gauges for pocket diameter and a 0.209″x0.127″ uniformer to clean up primer pocket seats and to set an acceptable minimum depth. Depth spec is 0.125″ – 0.132″. Seated primers preload the anvil to the priming compound by a thousandth or two to assure ignition when struck. Cases with under/oversize primer pockets are discarded to avoid crushed or leaking primers.

Flash holes should be 0.095″ +/- 0.010″. The three smaller pin gauges (0.085″, 0.095″ and 0.105′ are to range checking the hole. I’ve not found brass other than Norma to be larger than 0.082″, either because of the way they were stamped or because of primer residue build up., A #44 drill mounted in a pin vice is used to make flash holes a uniform 0.086″.
Sorting brass. It’s more than looking for boo-boos…
Sorting brass by manufacturer and lot isn’t a highfalutin notion reserved for excursions into precision reloading. In fact, it is a basic safe handloading practice. Case weight and capacity vary significantly from one manufacturer to the next. Five random samples were pulled from a single lot of brass from each of three manufacturers. Each case was run through a sizer die, trimmed to minimum length, run through a vibratory cleaner, marked for identification, weighed dry and wet to determine case capacity as expressed in grain weight of water.
| Brand | Wet Case Weight Grains |
Dry Case Weight Grains |
Case Capacity Grains H2O |
Case Weight Increase Grains |
Case Weight Increase % |
Capacity Increase Grains H2O |
Case Capacity Increase % |
Predicted | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| PSI | PSI Δ |
FPS | FPS Δ |
||||||||
| Hornady | 218.3 | 162.0 | 56.3 | – | – | – | – | 57607 | – | 2980 | – |
| Hornady | 218.4 | 162.2 | 56.2 | 0.2 | 0.1% | -0.1 | 0.2% | 57828 | 221 | 2983 | 3 |
| Hornady | 219.0 | 162.3 | 56.7 | 0.3 | 0.2% | 0.4 | 1.1% | 56762 | -845 | 2969 | -11 |
| Hornady | 218.4 | 162.4 | 56.0 | 0.4 | 0.2% | -0.3 | -0.2% | 58276 | 669 | 2989 | 9 |
| Hornady | 219.3 | 163.1 | 56.2 | 1.1 | 0.7% | -0.1 | 0.2% | 57828 | 219 | 2983 | 3 |
| W-W | 223.9 | 168.4 | 55.5 | 6.4 | 4.0% | -0.8 | -1.1% | 59428 | 1821 | 3003 | 23 |
| W-W | 224.4 | 169.0 | 55.4 | 7.0 | 4.3% | -0.9 | -1.2% | 59665 | 2058 | 3007 | 27 |
| W-W | 224.8 | 169.7 | 55.1 | 7.7 | 4.8% | -1.2 | -1.8% | 60387 | 2780 | 3016 | 36 |
| W-W | 226.1 | 170.9 | 55.2 | 8.9 | 5.5% | -1.1 | -1.6% | 60144 | 2537 | 3013 | 33 |
| W-W | 227.0 | 172.0 | 55.0 | 10.0 | 6.2% | -1.3 | -2.0% | 60632 | 3025 | 3019 | 39 |
| PMC | 231.2 | 177.8 | 53.4 | 15.8 | 9.8% | -2.9 | -4.8% | 64870 | 7263 | 3069 | 89 |
| PMC | 233.1 | 179.8 | 53.3 | 17.8 | 11.0% | -3.0 | -5.0% | 65157 | 7550 | 3072 | 92 |
| PMC | 236.3 | 182.3 | 54.0 | 20.3 | 12.5% | -2.3 | -3.7% | 63207 | 5600 | 3050 | 70 |
| PMC | 236.2 | 182.5 | 53.7 | 20.5 | 12.7% | -2.6 | -4.3% | 64027 | 6420 | 3059 | 79 |
| PMC | 236.3 | 182.9 | 53.4 | 20.9 | 12.9% | -2.9 | -4.8% | 64870 | 7263 | 3069 | 89 |
| Red indicates in excess of SAAMI 60,000 Maximum Average Pressure | |||||||||||
In review of dry case weights above, Hornady brass varied by 1.1 grains in weight, averaging 162.4 grains with an average capacity of 56.3. Winchester Western weight varied by 3.6 grains and weighed an average of 170.0 grains with an average capacity of 55.2. PMC weight varied by 5.1 grains and averaged 181.1 grains with an average capacity of 53.6. A safe handload charge developed with Hornady brass, and carrying that charge forward to the Winchester Western and PMC brass, would result in a pressure swing of almost 8,400 psi and a velocity swing of 103 fps across the entire population. Worse, 8 of 15 handloads would exceed safe pressure levels.
Applying a single charge based on the largest capacity case within a single manufacturer’s product like the Remington brass below, reduced the pressure swing to 4,840 psi, nearly half, and velocity swing to 61 fps. Using pressure checking equipment, the first group on the table above would be shifted downward in charge until the smallest capacity cartridge was dropped to 60,000 psi, which would place the largest capacity cartridge at only 52,000 psi. The velocity range would shift to 2,877 fps – 3,010 fps which means the velocity spread would increase to 133 fps as a result of inefficient burn at the low pressure end of the spectrum.
| Casing # |
Wet Case Weight Grains |
Dry Case Weight Grains |
Case Capacity Grains H2O |
Case Weight Increase Grains |
Case Weight Increase % |
Capacity Increase Grains H2O |
Case Capacity Increase % |
Predicted | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| PSI | PSI Δ |
FPS | FPS Δ |
||||||||
| 1 | 221.7 | 165.6 | 56.1 | – | – | – | – | 57664 | – | 2978 | – |
| 2 | 221.9 | 165.8 | 56.1 | 0.2 | 0.1% | 0.0 | 0.0% | 57664 | 0 | 2978 | 0 |
| 3 | 221.9 | 166.1 | 55.8 | 0.5 | 0.3% | -0.3 | -0.5% | 58320 | 656 | 2987 | 9 |
| 4 | 223.0 | 167.4 | 55.6 | 1.8 | 1.1% | -0.5 | -0.9% | 58780 | 1096 | 2994 | 16 |
| 5 | 224.7 | 169.2 | 55.5 | 3.6 | 2.2% | -0.6 | -1.1% | 59014 | 1350 | 2996 | 18 |
| 6 | 225.3 | 170.0 | 55.3 | 4.4 | 2.7% | -0.8 | -1.4% | 59486 | 1822 | 3003 | 25 |
| 7 | 226.0 | 170.9 | 55.1 | 5.3 | 3.2% | -1.0 | -1.8% | 59967 | 2303 | 3008 | 30 |
| 8 | 225.1 | 171.0 | 54.1 | 5.4 | 3.3% | -2.0 | -3.6% | 62504 | 4840 | 3039 | 61 |
| 9 | 226.0 | 171.0 | 55.0 | 5.4 | 3.3% | -1.1 | -2.0% | 60210 | 2546 | 3011 | 33 |
| 10 | 226.9 | 171.6 | 55.3 | 6.0 | 3.6% | -0.8 | -1.4% | 59486 | 1822 | 3002 | 24 |
| Red indicates in excess of SAAMI Maximum Average Pressure | |||||||||||
Shifting the charge downward for the single brand brass to get all loads within pressure spec would have a different effect. Dropping the smallest capacity case charge to achieve 60,000 psi would drop the largest capacity case to 55,664 psi. The velocity range within the group would be 2,940 fps – 3,010 fps would increase the velocity spread only slightly to 70 fps, nearly half of the mixed lot, which should be enough to demonstrate greater accuracy. So where next?
Hey, wait a minute… or perhaps weight a minute
This is the point where the cosmic advice is to weigh all of the cases, without further explanation as to how, or why, or to what advantage. Full length sizing and trimming takes care of dimensional inconsistencies. Sorting by weight in large increments, 5 or 6 grain differences will generally reflect a similar if not directly proportional case capacity difference. The problem comes when trying to use case weight to uncover smaller capacity differences; it doesn’t work.
The charts below plot the change in case weight to the change in capacity; mixed lot and Remington lot respectively. The general trend in differences supports the rough cut source, but the individual points clearly show the trend isn’t uniform and the bumps bring about pressure highs and lows.
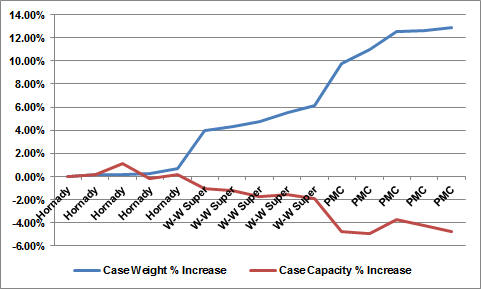
 Sorting to uniform case capacity is a key ingredient in achieving consistent velocity. Dimensional and weight sorting will not lead to that determination, which means only one approach exists, wet measurement. There is just no other way to determine if extra weight found on a scale is to be found in a case wall where it will influence capacity, or in web or rim where it makes no difference.
Sorting to uniform case capacity is a key ingredient in achieving consistent velocity. Dimensional and weight sorting will not lead to that determination, which means only one approach exists, wet measurement. There is just no other way to determine if extra weight found on a scale is to be found in a case wall where it will influence capacity, or in web or rim where it makes no difference.
Prior to wet measurement, cases of common manufacturer are decapped and cleaned, primer pockets uniformed, cases sized and trimmed, and primer pockets uniformed. Primer pockets are plugged; uniform bits of modeling clay work well, both sealing and removal, and a syringe will fill a case without trapped air bubbles.
A 2 cup measuring cup filled with distilled water as a reservoir filled with water and a drop of dish washing detergent to work as a wetting agent. Sorting to a 0.5 grain capacity difference within a population of brass will result in a narrow 25 fps velocity spread with powder similar in speed to Re19.
Next week, same time, same station….
I am not suggesting the approaches outlined are perfect for everyone, but I am suggesting they work well for me and at the conclusion this will be demonstrated with chronograph readings and targets. Part II will wrap up the balance of component selection and processes for consistent assembly.
Handloading… A Sorted Story Part I
Handloading… A Sorted Story Part II
Email Notification